| "РАДУГА-50"
седьмой цвет "Радуги" |
На страницах нашего журнала
в разное время напечатано 12 проектов легких моторных лодок, в элегантном
облике которых неизменно узнается рука одного и того же талантливого конструктора
- Юрия Александровича Зимина. Первой некогда - в далеком 1972г. - была
"Радуга 37".
Сегодня мы имеем возможность
предложить чертежи уже седьмой по счету "Радуги", разработанные специально
для публикации в "КиЯ" и рассчитанные на постройку силами любителей.
Новая "Радуга-50" как
бы соединяет достоинства 4.6 метровой мореходной "Радуги-46" и сверхлегкого
высокоскоростног "Винни-Пуха" на котором опробована opигинaльная высокотехнологичная
конструкция корпуса.
Одновременно подчеркнем
то обстоятельство, что появившаяся за последние годы возможность приобретения
зарубежн подвесных моторов и стационарных двигателей "развязала pyки нашим
конструкторам, позволяя рассчитывать проекты на люб необходимые скорости
и мощности.
Это и дало возможность
предложить проект для эксплуатации с подвесным мотором 50 л. с. и выше.
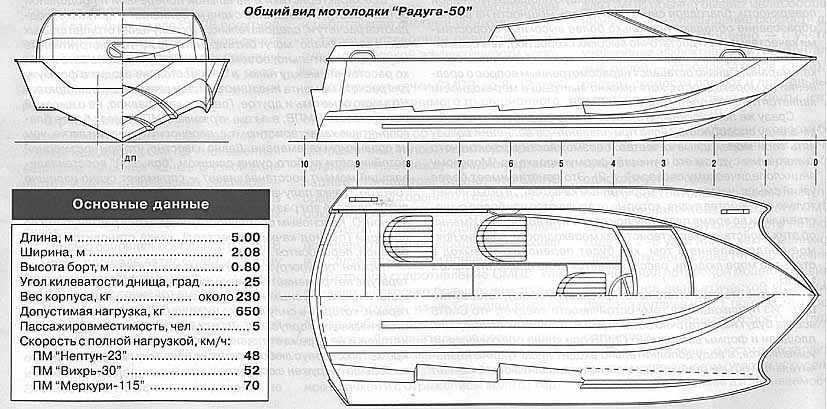
"Радуга-50" - современная
по дизайну, легкая и быстроходная, но в то же время достаточно мореходная
5-местная мотолодка с открытым кокпитом. Она одинаково пригодна как любителям
скоростных прогулок, так и для туризма, рыбной ловли или охоты.
Это несколько увеличенный
вариант "Радуги-46", хорошо показавшей себя в условиях Ладоги. Корпус имеет
обводы типа глубокое V с элементами "кафедрала" и развитой системой продольных
реданов на днище (по два на борт) и коротких поперечных реданов на широком
скуловом брызгоотбойнике. В носовой части имеются тоннели (со скругленным
сводом) у спонсонов и брызгоотбойник на борту - выше скулы.
В целом примененные обводы
при установке подвесных моторов достаточной мощности (45-115 л.с.) обеспечивают
возможность поддерживать высокую скорость даже на волнении. Значительная
килеватость днища (25 град. на большей части длины лодки) смягчает удары
о воду. Благодаря большой ширине носовой части корпуса палуба при ходе
по волне остается сухой. Практика подтверждает высокую мореходность мотолодок
с подобными обводами. Не случайно в таких странах, как Англия, Франция,
Германия малые суда такого типа широко используют для оснащения аварийно-спасательной
службы.
Для возможности самостоятельной
постройки любителями обводы "Радуги-50" разработаны упрощенными таким образом,
чтобы все элементы корпуса не имели двоякой кривизны и могли быть изготовлены
из плоских заготовок без гибки при сборке корпуса. Это намного расширяет
выбор пригодного материала. Возможна постройка корпуса "Радуги-50" с обшивкой
из водостойкой фанеры (с последующей оклейкой стеклотканью) либо из алюминиевого
сплава.
Приводимые же чертежами
предусмотрен рекомендуемый судостроителям - любителям простейший вариант,
хорошо проверенный на npaктике - при постройке 4.2-метровог "Винни-Пуха"
(см. нашу статью "КиЯ" №145 - №3 за 1990 г.), речь идет о безнаборном корпусе
из композитного материала - сэндвича из заполнителя (пенопласт) и наружных
слоев стеклопластика с обеих сторон. Такое решение позволяет обеспечить
необходимую прочность и жесткость корпуса при относительно малом весе и
упрощении конструкции.
Начинающим судостроителям
советую кроме упомянутой статьи в "КиЯ" №145 внимательно прочитать статьи
Л. Альшица и А. Зильбермана в №159 и 144 и R Брюса Роберте-Гудзона в №143.
В них можно найти ответы на многие обычно возникающие вопросы.
При промышленном серийном
изготовлении имеющих сложные обводы корпусов трехслойной конструкции обычно
становится необходимой сложная и дорогая оснастка (матрицы, болваны - пуансоны,
вакуумный мешок и т.п.). Дело в том, что чаще всего используется принцип
раздельного формования двух секций - скорлуп - внутренней и наружной с
заполнением пространства между ними вспенивающимся материалом. Любителям
рекомендуется гораздо более простой путь: корпус собирается из деталей,
которые вырезаны из трехслойных панелей - заготовок.

Все панели имеют одинаковую
конструкцию: 20-миллиметровый слой поливинилхлоридного пенопласта ПХВ-1
плотностью 80 кг/м. куб. оклеен стеклотканью Т-11-ГВС-9- не менее чем тремя
слоями с наружной стороны корпуса и двумя - с внутренней. Оболочки и заполнитель
должны быть надежно скреплены в одно целое для наиболее полного использования
свойств каждого из применяемых материалов. Для склеивания может быть применено
"обычное" эпоксидное связующее (см. таблицу клеев в №159).
Сразу отметим, что значительная
толщина панелей упрощает соединение деталей между собой: на соединяющих
кромках там, где это оговорено чертежом, снимается фаска, обе поверхности
промазываются эпоксидным связующим (клеем) и проводится запрессовка мелкими
гвоздями или шурупами. "По килю" детали днища стягиваются - сшиваются -
медной проволокой. Все неплотности тщательно зашпаклевываются той же эпоксидной
шпаклевкой, после чего соединения с обеих сторон проклеивают "мокрым угольником"
- полосами стеклоткани в два-три слоя с перекроем по кромкам на 20-30 мм.
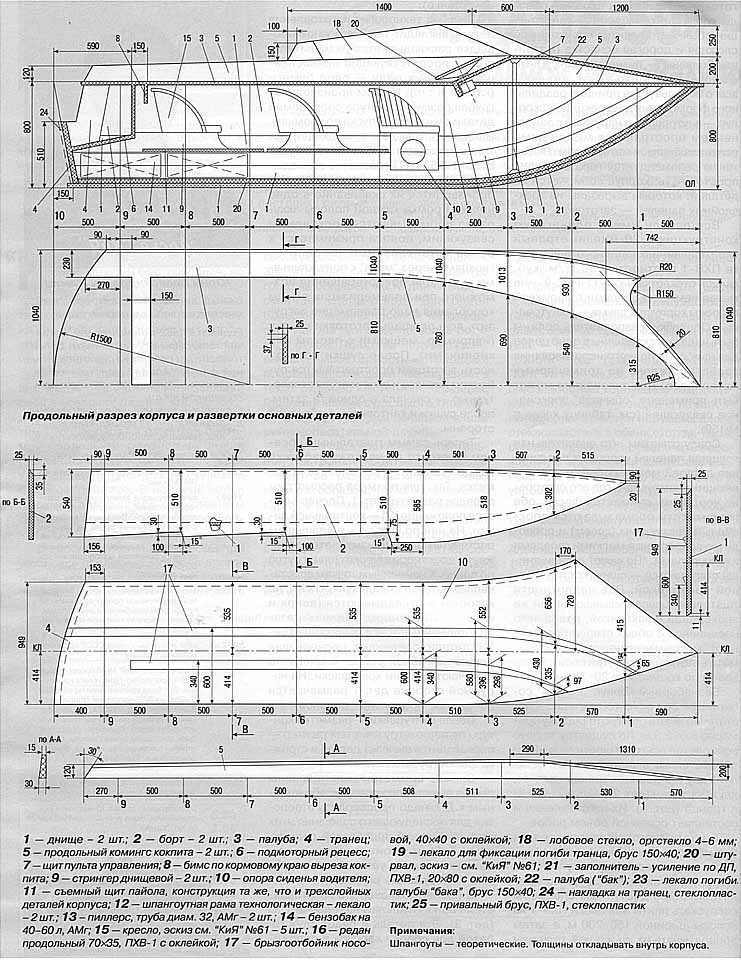
Безнаборный корпус "Радуги"
собирается без всякого стапеля - достаточно иметь ровную площадку примерно
5.5х2.5 м. По существу, корпус собирается всего из шести цельных и обработанных
в чистый размер деталей: двух половинок днища (дет. 1), двух бортовин (дет.
2), палубы (дет. 3) и транца (дет. 4). Их изготовление и составляет основной
объем работ.

Достать листовой пенопласт
требуемой толщины (22 мм с учетом припуска на чистовую строжку с обеих
сторон) вряд ли удастся. Видимо, придется любым доступным способом распускать
плиты или блоки ПХВ-1 на полосы шириной 150-200 м, а затем обрабатывать
их до нужной толщины (например, рубанком или на рейсмус-ном станке).
Типовая технология изготовления
детали выглядит так. На ровной площадке раскладывается разделительный -
препятствующий приклеиванию детали к полу - слой бумаги (кальки и т.п.).
На нем производится грубая разметка контура собираемой детали с учетом
припуска по кромкам. Например, для дет. 1, имеющей истинные размеры 5095х1134,
это будет 5155х1195 мм. По разметке выкладывается нужное количество полос
и производится их склеивание в одно целое. Кромки каждой полосы аккуратно
промазываются эпоксидным связующим, полоса прижимается к ранее установленным
и крепится гвоздями через "мухи" к полу, клиньями и т.п. Для предотвращения
возможного при полимеризации смолы коробления надо равномерно загрузить
всю площадь заготовки сверху (например, мешками с песком или кирпичами).
После сушки поверхность заготовки прострагивается рубанком начисто и оклеивается
стеклотканью - сначала с одной, а затем, после сушки и кантовки - с обратной
стороны.
Теперь самым тщательным
образом - строго по чертежу растяжки каждой детали - выполняется разметка.
Так, для примера рассмотрим порядок разметки дет. 1. Прочерчивается положение
КЛ - контрольной линии. На ней по указанным величинам растянутых шпаций
намечается положение всех теоретических шпангоутов по длине. К найденным
точкам восстанавливаются перпендикуляры к КЛ, по которым и откладываются
(вверх и вниз от КЛ) размеры "ширины" детали. Полученные точки, задающие
контур детали, соединяют, прочерчивая линию по гибкой рейке. Аналогично
намечают и линии края фаски. На наружной стороне дет. 1 размечается положение
продольных реданов.
После контуровки - разметки
контура по периметру в чистый размер - производится вырезка детали и строжка
фаски (рубанком).
Сложив симметричные половины
днища вместе, по кромкам, обращенным к ДП, надо просверлить отверстия для
последующего сшивания этих деталей медной проволокой диаметром 1.5-3 мм.
Стоит сразу же, в нижнем положении, установить на обе дет. 1 продольные
реданы.
В последнюю очередь изготовляется
горизонтальная панель палубы (дет. 3). Эта деталь и будет служить базой
для сборки корпуса в положении вверх килем. Важно, чтобы для возможности
контроля за положением деталей при сборке на внутренней стороне палубы
была "разбита сетка" - намечена линия ДП и положение теоретических шпангоутов.
Поскольку никакого поперечного
набора в конструкции "Радуги-50" нет, для "стапельной сборки" нам потребуются
какие-то лекала, задающие поперечные очертания корпуса. На большей части
длины лодки - от шп. 4 до транца - обводы лодки не изменяются. Это позволяет
ограничиться всего двумя (и причем одинаковыми) мощными лекалами - временными
технологическими шпангоутными рамами. Обычная плазовая разбивка не нужна.
Достаточно построить внутренние (без обшивки) очертания одного шпангоута
и по этому простейшему сборочному плазу собрать две шпангоутные рамки из
бруса 150х40. Эти два лекала нужно установить на палубе по линиям шп. 4
и шп. 8 + 300 мм строго вертикально и обеспечив совмещение линии ДП на
палубе (площадке) и на лекалах. Выверив положение лекал, их следует надежно
раскрепить и соединить между собой, врезав в них по две-три (на борт) продольные
рейки, необходимые для удобства укладки деталей днища и бортов.
Первыми укладываются правая
и левая половины днища, т.е. дет. 1. Выверяется их положение по длине.
При необходимости производится точная пригонка - местное пристрагивание
кромок в соединении "по килю" и в носовой части - в месте притыкания к
палубе. Промазав фаски связующим, детали днища стягивают - сшивают проволокой
по килю (и запрессовывают гвоздями или шурупами) и крепят к палубе.
Таким же образом укладываются,
выверяются, подгоняются и крепятся к палубе и верхним кромкам днища детали
бортов (дет. 2). Оконтурованной панели транца (дет. 4) до установки надо
придать предусмотренную чертежом погибь, закрепив ее гвоздями (на "мухах")
к горизонтальному лекалу (дет. 19); поможет делу и временная "старн-кница"
- вырезанное из досок угловое лекало, задающее наклон транца 150 мм.
Производится шпаклевка,
обработка и склеивание всех соединений "мокрым угольником". В носовой части
корпуса угловой тоннель, образовавшийся между днищем и выступающей свободной
кромкой борта, заполняется пенопластом и обрабатывается (например, самодельной
"теркой") по радиусам, указанным в чертеже. Готовый тоннель со скругленным
сводом оклеивается одним слоем стеклоткани.
На большей части корпуса
- от шп. 4 + 300 до транца - в угол, образованный днищем и выступающей
вниз кромкой борта, также укладывается пенопласт, образующий полку скулового
брызгоотбойника с двумя поперечными реданами. Важно, чтобы в каждом поперечном
сечении плоскости брызгоотбойника и кормовые края реданов находились точно
на одной высоте и были строго горизонтальны. Эти плоскости пенопласта также
оклеиваются стеклотканью.
Остается приформовать пенопластовые
продольные реданы в нос от шп. 5 и аккуратно оклеить их стеклотканью, после
чего можно перевернуть корпус палубой вверх, выверить его положение по
горизонту и надежно раскрепить стойками-брусками. Теперь надо зачистить
палубу и оклеить "мокрым угольником" все соединения изнутри корпуса. Угол,
образовавшийся в ДП "по килю", заполняется пенопластом на связующем так,
чтобы толщина дополнительного слоя пенопласта была не менее 20 мм, а ширина
(от борта до борта) не менее 80 мм, это усиление оклеивается стеклотканью
с заходом ее на борта.
Ставятся детали оборудования
мотолодки: комингсы кокпита (дет. 5), бимс (дет. 8), подмоторный рецесс
(дет. 6), стрингера (дет. 9), пульт (дет. 7) и "палуба бака" (дет. 22).
В районе шп. 3 под край палубы ставятся трубчатые подкосы - пиллерсы (дет.
13). По концам каждой трубки вделана угловая бракетка, которая и приформо-вывается
внизу к усилению по килю (дет. 21) и вверху - к палубе под краями комингсов
(дет. 5).
По периметру ветрового стекла
надо смонтировать планширь. Оргстекло лучше крепить угольниками и полосами
из нержавеющей стали (или легкого сплава АМг).
Рымы - ручки советую согнуть
из трубки диаметром 15-20 мм и крепить винтами к подкреплениям под палубой.
Детали из нержавеющей стали и АМг стоит отполировать.
Естественно, оборудовать
корпус - установить тент, выгородить носовой багажник, шкафчики и т.п.
- каждый может с учетом своих вкусов и возможностей, при необходимости
воспользовавшись рекомендациями и эскизами, имеющимися в "КиЯ" и литературе.
Ю. Зимин
Ваши предложения и замечания ждем по адресу
e-mail:webmaster@fishing.kiev.ua